Raskas seinäteräsputki



Raskaan seinämän saumattoman teräsputken tuotanto- ja valmistusprosessi voidaan jakaa kylmävetoon, kylmävalssaukseen, kuumavalssaukseen ja kuumalaajennukseen.Teräsputken materiaalit ovat 10, 20, 35 ja 45, joita kutsutaan tavalliseksi teräsputkeksi.Hakemuksen mukaan se voidaan jakaa rakenteelliseen saumattomaan teräsputkeen, saumattomaan teräsputkeen kuljetusta varten, saumattomaan teräsputkeen kattilaan, korkeapaineiseen saumattomaan teräsputkeen kattilaan, korkeapaineiseen saumattomaan teräsputkeen kemiallisten lannoitteiden laitteisiin ja saumattomaan teräsputkeen geologinen poraus putki;saumaton teräsputki öljynporaukseen;saumaton teräsputki öljyn krakkaukseen;saumaton teräsputki laivoille;kylmä vedetty ja kylmävalssattu tarkkuus saumaton teräsputki;erilaisia seosputkia.Saumatonta teräsputkea käytetään pääasiassa mekaanisessa käsittelyssä, hiilikaivoksessa, hydraulisessa teräksessä jne.

Paksuseinäisen saumattoman teräsputken raaka-aine on pyöreä putkiaihio.Pyöreä putkiaihio leikataan leikkauskoneella ja noin 1 m:n kasvu aihio lähetetään uuniin kuljetinhihnalla lämmitettäväksi.Aihio kuumennetaan uunissa noin 1200 celsiusasteeseen.Polttoaine on vety tai asetyleeni.Uunin lämpötilan säätö on keskeinen ongelma.Kun pyöreä putki on poistettu uunista, sen täytyy kulkea painelävistimen läpi.Yleensä yleisin lävistin on kartiorullalävistäjä.Tällaisella lävistimellä on korkea tuotantotehokkuus, hyvä tuotteen laatu, suuri rei'ityshalkaisijan laajeneminen ja se voi käyttää erilaisia teräslaatuja.Lävistyksen jälkeen pyöreä aihio valssataan peräkkäin kolmen telan poikittaisvalssauksella, jatkuvalla valssauksella tai ekstruusiolla.Suulakepuristuksen jälkeen putki tulee poistaa mitoitusta varten.Mitoituskone pyörittää kartioporan terän teräsaihioon suurella nopeudella teräsputken muodostamiseksi.
Teräsputken sisähalkaisija määräytyy mitoituskoneen poranterän ulkohalkaisijan pituuden mukaan.Mitoituksen jälkeen teräsputki menee jäähdytystorniin ja jäähdytetään vesisuihkulla.Jäähdytyksen jälkeen teräsputki suoristetaan.Oikaisun jälkeen teräsputki lähetetään metallivianilmaisimeen (tai hydrauliseen testiin) kuljetinhihnalla sisäisten vikojen havaitsemista varten.Jos teräsputken sisällä on halkeamia ja kuplia, se havaitaan.Teräsputkien laaduntarkastuksen jälkeen vaaditaan tiukka manuaalinen valinta.Teräsputken laatutarkastuksen jälkeen numero, erittely ja tuotantoerän numero ruiskutetaan maalilla.Se nostetaan varastoon nosturilla.
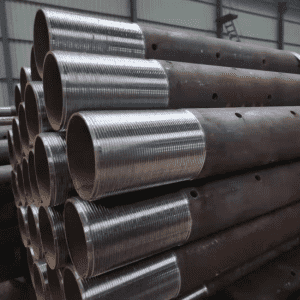
RASKAS SEINÄ SAUMATON TERÄSPUTKI
Kulutusta kestävä Itsevoitelu Korkea kemiallinen stabiilisuus Eri kokoja ja tyyppejä
Raskaan seinämän saumattoman teräsputken tuotanto- ja valmistusprosessi voidaan jakaa kylmävetoon, kylmävalssaukseen, kuumavalssaukseen ja kuumalaajennukseen.


Teräsputken materiaalit ovat ASTM 179, A106Gr.B, 1035 ja 1045, joita kutsutaan tavalliseksi hiiliteräsputkeksi.
Teräsputken materiaalit ovat ST52, ASTM 5140,4140,4135,12XMФ, joita kutsutaan tavalliseksi seosteräsputkeksi.
ASTM A106Gr.B kemiallinen koostumus ja mekaaniset ominaisuudet

ASTM 1045 kemiallinen koostumus ja mekaaniset ominaisuudet

ASTM A179 kemiallinen koostumus ja mekaaniset ominaisuudet


Tasainen paksuus

SEOSTETTU RASKAS SAUMATON TERÄSPUTKI